
Intrinsically Safe Optical Level Sensor
Intrinsically Safe Optical Level Sensing Capabilities
HojellyTek is a Shenzhen manufacturer and exporter focused on photoelectric optical liquid level sensing. Our engineering team supports custom optical point-level sensor designs for industrial equipment builders, tank system suppliers, and automation integrators that need compact, non-mechanical liquid detection.
For hazardous-area projects, the scope can include:
- Optical prism-based point level detection for liquid present / liquid absent status
- IR LED and phototransistor sensing structures for dry and wetted state recognition
- Sensor body material discussions, including PSU, PTFE, 316 cruach dhosmálta, and glass where suitable
- NPN, PNP, or analog output discussions based on the control system
- Snáithithe, panel, tank-wall, and custom mounting concepts
- Cábla, cónascaire, and wiring layout review for low-power sensing loops
- Tithíocht OEM / ODM, fad an tóireadóra, wire exit, and output logic customization
- RFQ support for customers exporting equipment to US, TÁIMID, An India, and other industrial markets
For general working principles and standard sensor options, féach ar ár Braiteoir Leibhéal Optúil overview and the táirge braiteoir leibhéal optúil Leathanach.
The IS Concept: Prevent Ignition by Limiting Energy
Intrinsic safety is not about making a stronger housing. It is about designing the electrical circuit so available energy is too low to create an ignition-capable spark or surface temperature in a hazardous atmosphere. In a liquid level sensing loop, that means the sensor, cábla, barrier or isolator, and control input must be treated as one safety-related circuit.
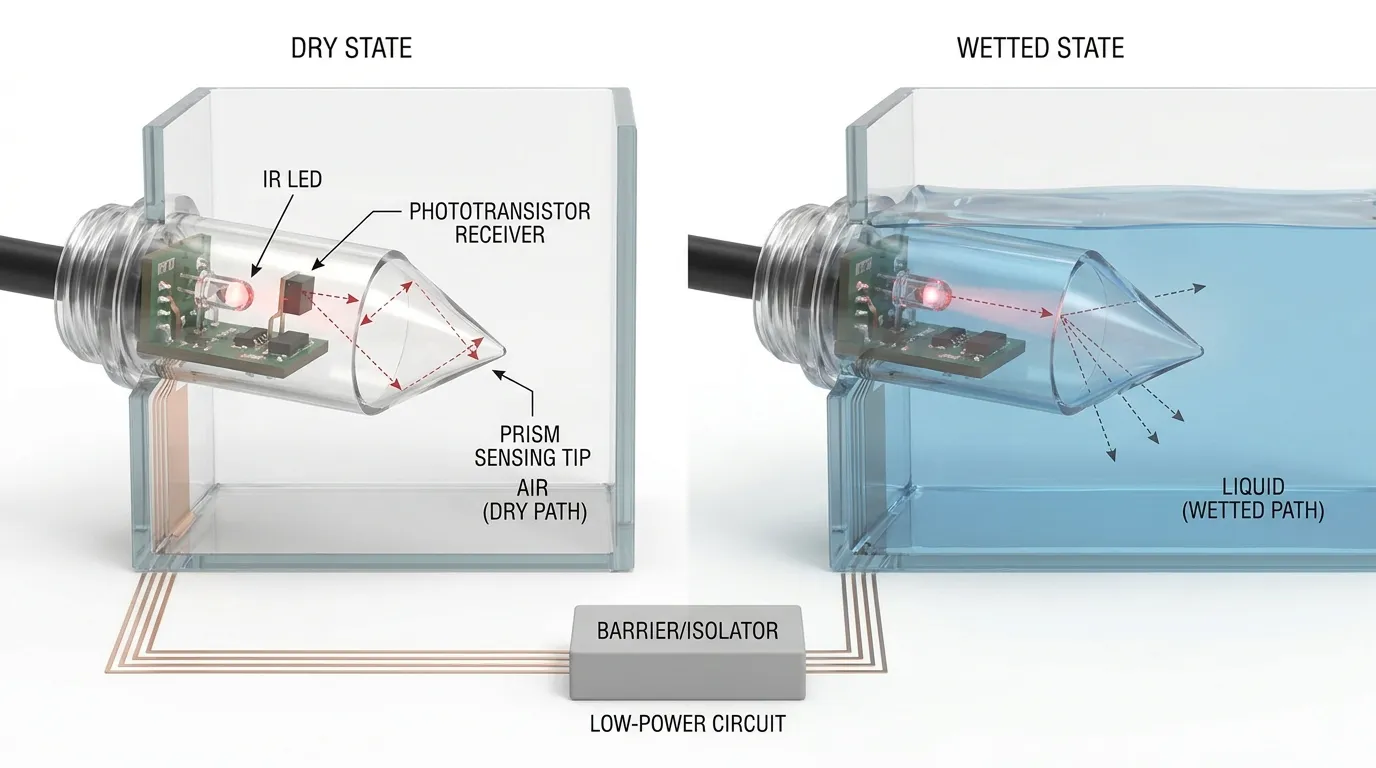
This matters because an optical liquid level sensor normally contains electrical components: an infrared LED emits light into a prism tip, and a phototransistor or receiving element detects how the light returns. Nuair a bhíonn an priosma tirim, light reflects internally back to the receiver. When the prism is wetted by liquid, Athraíonn an coinníoll athraonta, the return signal changes, agus lascann an ciorcad staid aschuir.
That optical principle is useful in hazardous liquids because there are no floats to jam, no moving reed mechanism in the liquid, and fast point-level response can be built into a compact probe. But the optical principle alone does not make a sensor intrinsically safe. The loop must be assessed against the applicable hazardous-area rules, installation drawings, entity parameters, barrier values, wiring method, zone or division classification, gas group, and temperature class.
A standard optical sensor installed with a barrier is also not automatically an approved IS system. Buyers must confirm the exact certified model, certificate number, control drawing, entity data, and installation conditions. HojellyTek can support design discussions and OEM development, but this page does not claim ATEX, IECEx, UL, CSA, or other intrinsically safe certification for every standard sensor model unless valid project-specific documentation is supplied and verified.
Intrinsically Safe vs Explosion-Proof Optical Sensors
Intrinsically safe protection and explosion-proof protection solve the same risk in different ways.
An IS design tries to prevent ignition by limiting energy in the circuit. An explosion-proof or Ex d design assumes an ignition could occur inside the enclosure and uses a certified flameproof housing to contain the internal explosion and cool escaping gases before they reach the outside atmosphere.
For buyers comparing both options, ár explosion-proof optical sensor page is the better reference when the project requires flameproof-style mechanical protection rather than energy-limited instrumentation.
| Selection Point | Sábháilte go bunúsach / IS / Ex i Approach | Explosion-Proof / Ex d Approach |
|---|---|---|
| Protection concept | Limits electrical and thermal energy so ignition cannot occur in the approved loop | Contains an internal explosion inside a certified enclosure |
| Main design focus | Sensor circuit, barrier/isolator, entity parameters, cable capacitance and inductance | Flameproof housing, threads, rónta, enclosure integrity, conduit or cable gland system |
| Typical fit | Low-power sensors, lasca, Tarchuradóirí, instrumentation loops | Higher-energy devices or equipment that cannot easily be energy-limited |
| Installation dependency | Requires correct barrier or galvanic isolator and approved wiring practice | Requires correct enclosure installation, Séalaithe, grounding, agus cothabháil |
| Maintenance concern | Wrong loop modification can invalidate the IS design | Damaged covers, threads, rónta, or glands can compromise protection |
| Buyer question | “Can this exact sensor loop be certified for my zone/division and gas group?” | “Is this exact enclosure and installation method approved for my area?” |
Barrier, Isolator, and Entity Parameter Review
The largest decision in an intrinsically safe optical level sensor project is often not the prism or housing. It is the loop design.
An IS barrier or galvanic isolator is normally installed between the safe-area control system and the hazardous-area field device. Its role is to restrict voltage, reatha, and power entering the hazardous area. A simple PLC input, Bord sealaíochta, or power supply cannot be treated as safe just because the sensor is low power.
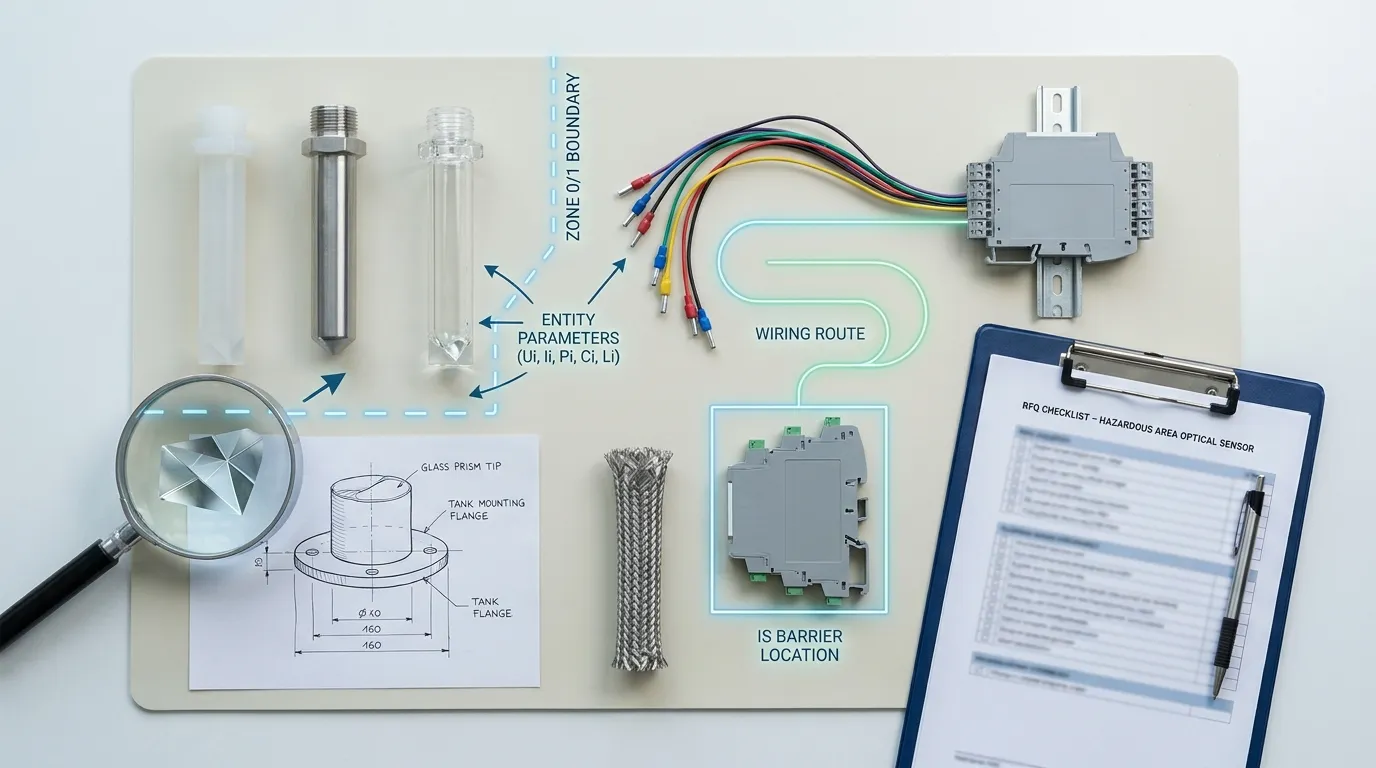
The buyer or hazardous-area engineer must compare the sensor entity parameters with the barrier or isolator output parameters. Typical terms include:
- Ui: maximum input voltage allowed at the sensor
- Ii: maximum input current allowed at the sensor
- Pi: maximum input power allowed at the sensor
- Ci: internal capacitance of the sensor
- Léigh mé: internal inductance of the sensor
- Uo: maximum output voltage from the barrier
- Io: maximum output current from the barrier
- Po: maximum output power from the barrier
- Co: maximum external capacitance allowed
- Lo: maximum external inductance allowed
The cable is part of the calculation. Ritheann cábla fada, shielded cable, junction boxes, and field connectors can add capacitance and inductance. If the total cable plus device values exceed the permitted barrier limits, the loop may not be acceptable even if the sensor itself is low power.
Ar an gcúis seo, hazardous-area buyers should not order only by thread size or voltage. They should send the area classification, leachtach, ábhar umar, control input, fad cábla, barrier model if selected, and any required certificate standard before finalizing the design.
Zone, Division, Gas Group, and Wiring Questions
Hazardous-area projects must define the installation environment before sensor selection. Common questions include whether the tank area is classified by Zone 0, Zone 1, Zone 2, or by Class/Division rules; whether the atmosphere contains gas, gal, deannach, or mixed risk; and which gas group and temperature class apply.
The sensor location also matters. A probe tip inside a tank may be in a more severe classified area than the cable termination or control cabinet. A top-mounted sensor, side-mounted point switch, or external chamber installation may create different wiring and sealing requirements.
Wiring should be planned as a controlled instrumentation loop, not as a casual sensor cable extension. The project should confirm:
- Hazardous and safe area boundary
- Barrier or isolator location
- Cable type, shield, grounding, and segregation from non-IS wiring
- Junction box rating and installation method
- Whether the output is discrete NPN/PNP switching or analog signal
- Whether the control input can work with the selected barrier
- Required NO/NC logic for overflow, rith tirim, sceitheadh, or empty-tank alarm
- Fail-safe behavior if cable breaks, power is lost, or the prism becomes fouled
For rugged mechanical environments, buyers can also review our rugged electro-optic sensor options for industrial construction concepts.
Modhanna Teip Fíor le Dearadh Timpeall
Hazardous-area optical sensing projects fail when the safety loop and process conditions are treated separately. The most common problems are not only electrical.
Prism fouling can occur when sticky oil, resin, Ceimiceáin criostalaithe, or heavy contamination coats the sensing tip. Foaming or bubbles can cause unstable switching if the liquid surface is turbulent. Strong external light, poor shielding, or incorrect wiring can create signal noise. Wrong output selection can make the PLC read the opposite state. A sensor that works in a water test may not behave the same way in fuel, tuaslagóir, ola, or aggressive chemical service.
Material selection is also critical. PSU can be useful in compact sensor housings for compatible liquids. PTFE is often considered for stronger chemical resistance. 316 stainless steel can support robust industrial housings and threaded mounts. Glass sensing tips can be useful where optical clarity, temperature behavior, or chemical compatibility must be reviewed. The final choice depends on the liquid, Modh glantacháin, teocht, brú, snáthaid, séala, and certification path.
Five-Step Project Process
1. Enquiry and Hazardous-Area Review
Seol do chineál leachtach, líníocht umar, Suíomh gléasta, area classification, required output, controller type, agus spriocmhargadh. Our team checks whether the project should be discussed as IS, explosion-proof, rugged industrial, or standard optical sensing.
2. Sonraíocht agus Saincheaptha
We review prism structure, housing material, snáthaid, cábla, wire length, loighic aschuir, and signal type. For IS projects, the barrier/isolator and entity parameter discussion must be included before design freeze.
3. Dearbhú Samplach
A sample can be prepared for mechanical fit, sreangú, signal behavior, and liquid test evaluation. Hazardous-area approval cannot be replaced by a sample test; certification documents and control drawings must be handled separately.
4. Táirgeadh agus QC
Production focuses on optical alignment, Séalaithe, aschur leictreach, cable connection, and appearance inspection according to the agreed specification.
5. Shipping and Support
The factory supports export communication and technical files needed for customer review. Buyers can request a quote via WhatsApp or email with drawings and project requirements.
Ceanglais a dhearbhú sula n-ordaítear
- Ainm leachtach, tiúchan, slaodacht, and whether coating or crystallization is expected
- Ábhar umar, Tiús Balla, mounting orientation, and thread requirement
- Point-level function: high alarm, low alarm, ró-shreabhadh, Braite sceite, nó cosaint tirim-rith
- Cineál aschuir: NPN, PNP, analógach, or control-board-specific signal
- Required normal state: Oscailte de ghnáth, dúnta de ghnáth, fliuch ar, or dry-on logic
- Fad cábla, shield requirement, connector style, and routing distance
- Hazardous-area classification: zone/division, gas group, dust group, temperature class
- Barrier or galvanic isolator model and entity parameters
- Certification standard required by the end user, EPC, inspection authority, or local market
- Whether a certified IS device is mandatory, or whether the project is still in prototype design review
What Is and Is Not Certified
HojellyTek can discuss optical level sensor design, Saincheaptha OEM / ODM, and hazardous-area sensing requirements. Cén dóigh faoin spéir a ...?, this page itself is not a certificate, and a standard optical sensor should not be treated as an intrinsically safe certified product unless the exact model is supplied with valid certification documents.
What must be verified before hazardous-area use:
- Exact sensor model and marking
- Applicable ATEX, IECEx, UL, CSA, or local approval if required
- Certificate number and scope
- Control drawing or installation drawing
- Entity parameters
- Approved barrier or isolator
- Zone/division, gas group, and temperature class compatibility
- Installation and inspection requirements
Cén fáth a n-oibríonn sé le HojellyTek
HojellyTek combines in-house R&D, Taithí braite optúil fótaileictreach, and OEM/ODM manufacturing support in Shenzhen. For industrial buyers, this means the sensor discussion can include the optical circuit, prism geometry, wetted materials, Gléasta, sreangú, and output behavior instead of only catalog part selection.
We support exporters, Tógálaithe trealaimh, and automation companies that need factory-direct communication for custom liquid level sensing. Where smart tank monitoring is relevant outside hazardous areas, Tuya/Smart Life related solutions can also be discussed separately from IS sensor loops.
Ceisteanna CCanna
What is an intrinsically safe optical level sensor?
An intrinsically safe optical level sensor is an optical liquid level device used in an energy-limited circuit so the approved loop cannot ignite the specified hazardous atmosphere. The sensor alone is not enough; the barrier or isolator, sreangú, entity parameters, and certification scope must all match.
Does an IS optical sensor always need a barrier or galvanic isolator?
In most hazardous-area instrumentation loops, Tá. The barrier or isolator limits voltage, reatha, and power entering the hazardous area. The exact device must be selected according to the sensor entity parameters and the installation drawing.
Is intrinsic safety the same as explosion-proof?
Ní hea. Intrinsic safety prevents ignition by limiting available energy. Explosion-proof or Ex d protection uses a certified enclosure to contain an internal explosion. The right choice depends on the area classification, power level, Modh suiteála, maintenance preference, and approval requirement.
Can HojellyTek claim ATEX or IECEx certification for this page?
No blanket claim is made on this page. Certification must be confirmed for the exact sensor model, certificate scope, marking, barrier, and installation method. Buyers should request the relevant documents before specifying any sensor for a regulated hazardous area.
Which liquids are suitable for optical level sensing?
Optical level sensing is often considered for water, ola, fuels, tuaslagóirí, cuisnithe, and many industrial liquids. The buyer must confirm optical behavior, chemical compatibility, coating risk, teocht, brú, and wetted materials before ordering.
What information should I send for an RFQ?
Send the liquid, líníocht umar, snáithe gléasta, area classification, required output, fad cábla, control system input, barrier or isolator model, target certification requirement, and expected function such as overflow alarm, Aláram ísealleibhéil, or leak detection.
Request a Hazardous-Area Optical Level Sensor Quote
Send your tank drawing, liquid details, area classification, wiring plan, and required approval standard to HojellyTek by WhatsApp or email. Our team can review whether your project is better suited for an IS optical sensing discussion, an explosion-proof optical sensor, a rugged electro-optic design, or a standard optical level sensor configuration.