
Food-Grade Optical Liquid Level Sensor
Hei kaiwhakanao Shenzhen me te kawekawe me te R i roto i te whare&D, we support OEM/ODM sensor configuration for PSU, PTFE me 316 stainless steel wetted designs, with food-contact documentation confirmed at the RFQ stage.
Food and Beverage Level Sensing Capabilities
Our optical liquid level sensors are used for point-level detection in tanks, puna iti, dispensing systems and process equipment. Depending on the installation, the sensor can support overflow prevention, pūoho taumata-iti, parenga papu, fill confirmation or dosing tank monitoring.
Typical capabilities include:
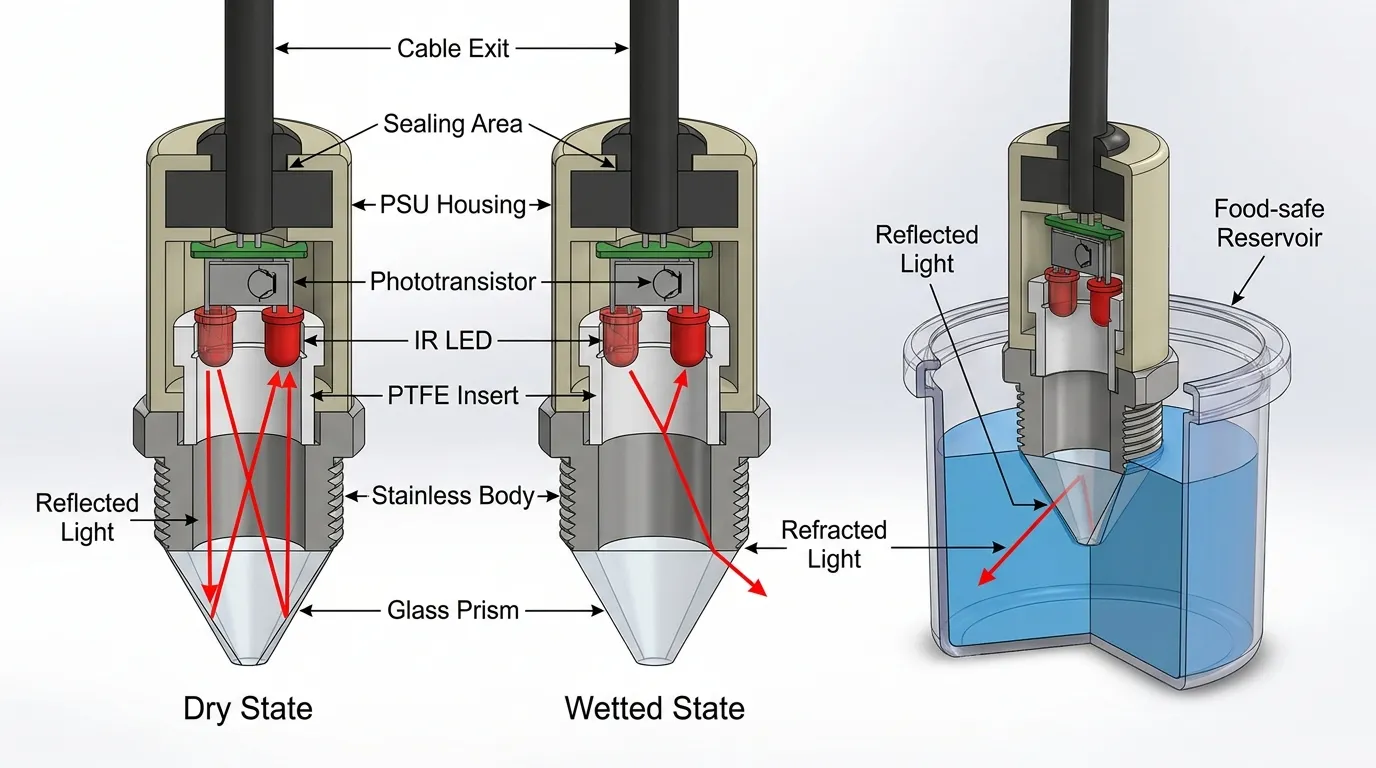
- Photoelectric optical sensing using an IR emitter, receiver and prism sensing tip
- Compact sensor bodies for OEM appliance integration
- PSU, PTFE, 316 stainless steel or glass-interface options depending on liquid and cleaning conditions
- NPN, PNP, digital switch or 4–20 mA output options depending on control system requirements
- Miro, tank-mounted or customized mechanical structures
- Taura, connector and housing customization for OEM production
- Support for food, waipiro, dairy, wai, coffee, syrup and dosing applications after sample validation
For buyers comparing the general sensing principle, tirohia tā mātou pūoko taumata ōmata wharangi.
Compliance Starts with the Wetted Surface
In food and beverage projects, the key question is not simply “does the sensor detect liquid?” The first question is whether every wetted part is suitable for the process. The sensor body, pororua, hiri, kahu, aho, adhesive exposure and cable entry must be reviewed before the part is approved for food-contact equipment.
Optical level sensors work by sending infrared light through a prism tip. I te āhua maroke, light reflects internally inside the prism and returns to the receiver. Ina taupoki te wai i te pito, ka huri te āhua tāhapa, kia iti ake ai te mārama e hoki ana ki te kaiwhiwhi. The electronics convert this change into a level signal.
This method is useful because there are no moving floats, no magnetic reeds and no mechanical hinge points in the sensing area. For food and beverage equipment, that can reduce moving-part wear and simplify compact mounting. Hoianō, hygienic performance still depends on the actual wetted material, sensor geometry and cleaning process.
Food-contact compliance documents such as FDA, EC 1935/2004, LFGB, 3-A or EHEDG should be confirmed with HojellyTek before use in regulated food-contact equipment. We do not recommend publishing certification claims until the relevant material declarations or test documents are checked for the exact sensor model and configuration.
Food-Contact Material Options
Different food and beverage applications need different wetted materials. A coffee machine reservoir, dairy tank, syrup dosing system and cleaning-fluid tank may all require different sensor bodies.
| Rauemi mākū | Typical food/beverage use | Ngā Kaha | Confirm before ordering |
|---|---|---|---|
| PSU / PPSU-style engineering plastic | Coffee machines, drinking water tanks, beverage dispensers, small OEM reservoirs | Māmātanga, kiato, suitable for molded sensor structures, good for appliance integration | Food-contact declaration, hot-water exposure, detergent compatibility, mounting strength |
| PTFE | Dosing tanks, wai horoi, acidic/alkaline liquids, sticky ingredients, chemical-contact zones | Ātete matū kaha, low surface adhesion, useful where aggressive liquids may contact the sensor | Mechanical mounting, aratuka hiri, food-contact evidence, cleaning temperature |
| 316 tīra poapoa | Process tanks, beverage lines, dairy equipment, wash-down areas | Durable housing, strong mechanical protection, suitable for industrial food equipment design | Surface finish, rauemi hiri, weld or thread hygiene, actual grade documentation |
| pororua karaehe / optical interface | Optical sensing tip or transparent detection interface | Stable optical surface, clean sensing point, good optical transmission | Breakage risk, residue behavior, tukanga horoi, installation protection |
| hiri / rauemi gasket | Process connection, ārai turuturu, food-contact boundary | Critical for hygiene, cleaning survival and pressure sealing | EPDM/FKM/PTFE suitability, mārakerake pāmahana, detergent and steam compatibility |
For aggressive ingredients, cleaning fluids or low-adhesion wetted surfaces, he Pūoko ōmata PTFE may be more suitable than a plastic-bodied option. For industrial tanks, wash-down zones or stronger mechanical protection, he 316 pūoko poapoa may be the better starting point.
CIP, SIP, Hot-Fill and Wash-Down Survival
Food and beverage sensors often fail because the ordering specification only describes the liquid, not the cleaning cycle. A sensor that works in room-temperature water may not survive repeated hot-fill, caustic wash, acid rinse, steam exposure or pressure wash-down.
Before choosing a food-grade optical liquid level sensor, Whakaū:
- Normal product temperature during operation
- Maximum hot-fill or pasteurization exposure near the sensor
- CIP or SIP cleaning temperature and duration
- Whether steam touches the sensing tip or only the tank wall
- Cleaning chemicals, concentration and rinse sequence
- Wash-down pressure near the cable exit and connector
- Whether the sensor is submerged continuously or only during filling
- Whether residue dries on the prism after draining
Optical sensing depends on a clean optical interface. If milk solids, waipiro, kiriata hinu, fruit pulp, crystallized sugar or cleaning residue coats the prism, the sensor may read incorrectly. This does not mean optical sensing is unsuitable, but it means the liquid must be tested under real cleaning and drying conditions.
Hygienic Mounting and Installation Design
A hygienic sensor installation should avoid trapped liquid, dead corners and difficult-to-clean edges. In small appliances, the priority may be compact side-wall mounting. In process tanks, the priority may be drainability, gasket compression and surface finish around the process connection.
Common mounting choices include threaded tank installation, compact side mounting, flange-style mounting or customized OEM housing. The best design depends on tank wall thickness, internal cleaning access, sensor orientation and whether the cable side needs wash-down protection.
For coffee machines, water dispensers and hot beverage equipment, the sensor must fit compact reservoirs while tolerating warm water, steam-adjacent areas and repeated filling. See our pūoko mīhini kawhe page for a more appliance-focused example.
Dairy, Beverage and Dosing Applications
Food and beverage manufacturers use optical point-level sensors where a compact, fast liquid/no-liquid signal is more useful than continuous level measurement.
Typical applications include:
- Low-level alarm in milk, water or beverage reservoirs
- Overflow protection in filling equipment
- Empty-tank detection before pump operation
- Dosing tank confirmation for flavor, syrup or additive systems
- Coffee machine and dispenser water level detection
- Cleaning-fluid tank monitoring in food equipment
- Small OEM tanks where floats are too large or unreliable
For dairy and beverage liquids, sample testing is important because foam, fat, protein, pulp, sugar and cleaning residue can affect optical detection. Mō ngā pūnaha inenga, chemical compatibility is usually the first concern. For coffee and hot-water equipment, pāmahana, scale and compact mounting are usually more important.
Hygiene Checklist Before RFQ

Use this checklist before requesting a sample:
- List every liquid touching the sensor, including cleaning chemicals.
- Confirm all wetted parts: tinana, pororua, hiri, gasket and thread.
- State whether food-contact documentation is required for the final product.
- Share cleaning cycle details: wai wera, horoi horoi, waikawa, pākawa, steam or rinse.
- Confirm whether the sensor must survive CIP, SIP or external wash-down.
- Check whether liquid can foam, coat, crystallize, ferment or leave solids.
- Define mounting position: pakitara taha, raro, runga, paipa, reservoir or tank.
- Confirm whether the sensing area must be drainable after cleaning.
- Choose output type: NPN, PNP, digital switch or 4–20 mA.
- Request sample validation using the real liquid and cleaning process.
5-Step Application Support Process
- Uiui
Tukua te momo wai, tātuhi kura, tikanga horoi, mārakerake pāmahana, mounting position and required output. - Arotakenga spec me te ritenga ake
Our engineering team checks wetted material, whare nohoanga, hiri, taura, aho, output and control-board compatibility. - Tauira whakaūnga
Samples can be prepared for validation with the real food, waipiro, dosing liquid or cleaning cycle. - Production and QC
After confirmation, the factory follows the agreed model, waea, material and inspection requirements for OEM/ODM production. - Tautoko kaipuke me te kaweake
We support export projects for customers in the US, MATOU, Īnia me ētahi atu mākete, with packing and documentation aligned to the order requirements.
Ngā whakaritenga hei whakaū i mua i te tono
| whakaritenga | He aha te take i hira ai |
|---|---|
| Rauemi mākū | Determines food-contact suitability, chemical resistance and long-term hygiene |
| Cleaning process | CIP/SIP, wai wera, detergent or steam may change material choice |
| Whanonga wai | huka, film, pulp, fat or crystals can affect optical sensing |
| Mounting design | Poor installation can create crevices, leakage or residue traps |
| Tohu huaputa | NPN, PNP, digital or 4–20 mA must match the controller |
| Taura me te tūhono | Wash-down and OEM assembly conditions affect cable exit design |
| Tuhinga | Food-contact claims must be confirmed with model-specific evidence |
Optical vs Float vs Conductive Level Detection
| Momo pūoko | Whakauru tino pai | Main advantage | Food/beverage concern |
|---|---|---|---|
| Optical point-level sensor | Compact tanks, taputapu, inenga, overflow/empty detection | Kāore he mānu nekeneke, fast point-level signal, hoahoa kiato | Prism must stay clean and material must be validated |
| Whakakā mānu | Simple tanks with enough space | Low-cost mechanical switching | Ngā wāhanga nekehanga, sticking, cleaning difficulty |
| Rūpahu kawe | Ngā wai kawe | Simple level detection | Not suitable for non-conductive liquids and may need exposed electrodes |
| Pūoko āheinga | Some liquids through wall or probe designs | Can detect without moving parts | Requires tuning and may be affected by buildup |
Why Work with HojellyTek
HojellyTek combines photoelectric optical sensing, R ā-whare&D and OEM/ODM manufacturing for liquid level sensor projects. Instead of selling one fixed model for every food application, we help buyers review wetted materials, whakamau, huaputa, cable structure and sample testing requirements before volume production.
For smart appliance projects, Tuya or Smart Life integration can be discussed where the sensor is part of a connected water tank, dispenser or monitoring device.
FQ
What makes a food grade optical liquid level sensor suitable for beverage equipment?
It should use appropriate wetted materials, a cleanable sensing structure and a mounting design that fits the cleaning process. Food-contact documentation must be confirmed for the exact material and model before certification claims are used.
Can optical sensors be used in milk or dairy tanks?
Āe, they can be considered for dairy point-level detection, but milk fat, protein film, foam and cleaning residue should be tested. The prism must remain clean enough for stable dry/wet detection.
Is PTFE better than 316 stainless steel for food applications?
Kāore i ngā wā katoa. PTFE is useful for chemical resistance and low adhesion, i te wā 316 stainless steel is stronger for industrial tanks and wash-down environments. The right choice depends on liquid, cleaning method and mounting design.
Can the sensor survive CIP or SIP cleaning?
It depends on the selected material, hiri, cable exit and cleaning cycle. CIP/SIP temperature, mārakerake hauhau, chemicals and duration should be shared during RFQ so the correct configuration can be reviewed.
Will syrup, foam or crystallized liquid cause false readings?
It can. Optical sensors depend on the prism surface. Sticky syrup, huka taumaha, dried sugar or crystallized residue may affect detection, so real-liquid testing is recommended before production approval.
What should I send to request a quote?
Tukua te ingoa wai, tātuhi kura, turanga whakamau, wetted material preference, tukanga horoi, mārakerake pāmahana, momo huaputa, hiahia taura/tūhono, order quantity and any food-contact documentation requirements.
Request a Food and Beverage Sensor Quote
To specify a food-grade optical level sensing solution, send your application details by WhatsApp or email. Tiria te wai, hanganga kura, tikanga horoi, manakohanga rauemi, mounting drawing and required output, and our team will recommend a suitable sensor configuration for sample testing and OEM production.