
Optical Level Sensor for Coolant Tanks
An optical level sensor coolant tank solution helps prevent low-coolant overheating, pump dry running, cavitation, and unexpected machine shutdown before the reservoir reaches a dangerous level. For machine tools, Te mau nota, chillers, cooling skids, and industrial reservoirs, HojellyTek supplies compact photoelectric level sensors for low-level alarm detection, coolant presence confirmation, and OEM coolant tank integration.
The goal is simple: detect whether coolant is present at the safe minimum level, then send a reliable signal to a PLC, tabula no te mau hoho'a, relay, ta'i, warning lamp, or shutdown circuit.
Coolant Tank Level Detection Capabilities
HojellyTek optical sensors are designed for point-level detection in compact tanks and industrial reservoirs where float switches may be too bulky, mechanically unreliable, or sensitive to vibration.
For coolant tank applications, E nehenehe ta tatou e paturu:
- Low-coolant alarm detection in CNC machine tool coolant reservoirs
- Pump inlet protection for coolant circulation pumps
- Engine coolant reservoir level monitoring for industrial equipment
- Chiller tank low-level alarm detection
- Cooling lubricant level monitoring in metalworking systems
- OEM/ODM sensor customization for tank builders and equipment manufacturers
- Photoelectric sensing modules with custom cable, tu'atiraa, Output, and housing options
- Sensor selection based on coolant type, Te mau tauihaa o te pereoo auri, Te vahi tamauraa, e te mana'o no te hi'opo'araa
If your application needs a general point-level sensor platform, a hi'o i ta matou matini hi'opo'a options for standard liquid detection projects.
Preventing Low-Coolant Overheating and Pump Damage
In coolant systems, the level sensor is not just a monitoring accessory. It is a protection device. When coolant drops below the safe level, the system can lose cooling capacity, the pump may pull air, and the machine may continue running without enough fluid to remove heat.
Common failures a low-level optical sensor helps prevent include:
- Pump dry running when the coolant tank level falls below the suction point
- Overheating in machine tools, Te mau nota, or chillers
- Poor coolant circulation caused by air intake or cavitation
- Tool wear or process instability due to insufficient cooling flow
- Chiller low-level faults and emergency shutdowns
- Unplanned downtime caused by delayed manual inspection
- Pump seal damage from repeated operation without enough liquid
For pump-focused applications, our related pump dry-run protection page explains how point-level sensing can be used as an interlock before the pump runs in unsafe conditions.
How the Optical Sensor Detects Coolant Level
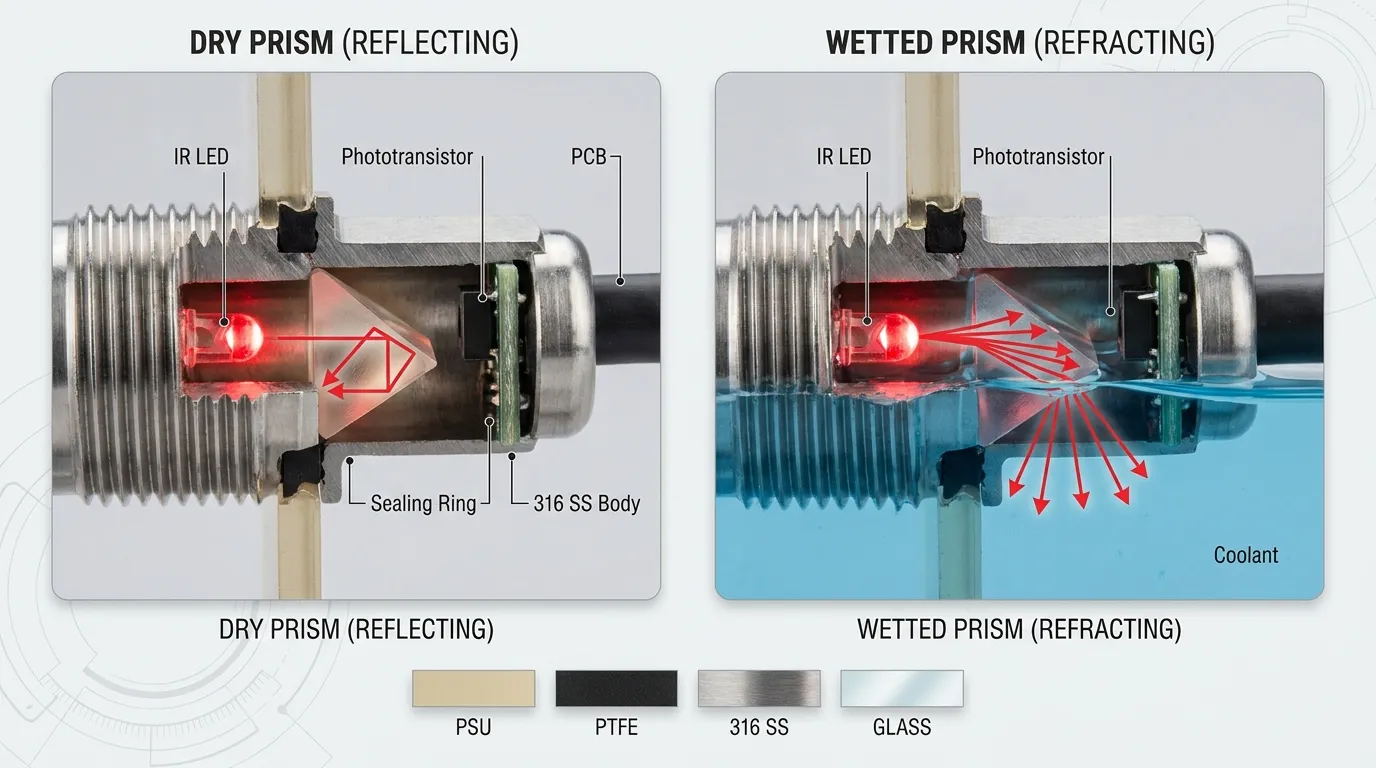
A photoelectric coolant level sensor typically uses an infrared LED, te hoê phototransistor, and a prism-shaped sensing tip. The sensing tip is installed at the target alarm level inside or through the wall of the coolant reservoir.
Ia vai ana'e te poro prisma i roto i te mata'i, E anaana te maramarama infrarouge i roto i te prisma e e ho'i atu i roto i te prisma. When coolant covers the prism, the light refracts into the liquid instead of reflecting back. The sensor electronics detect this change and switch the output state.
This dry-versus-wetted detection method gives several advantages in coolant tanks:
- No moving float arm to jam, stick, or wear
- Compact sensing tip for small reservoirs
- Fast point-level response at the set mounting height
- Stable detection for many water-based, glycol-based, and oil-based liquids
- Easy low-level alarm integration with electronic control systems
- Suitable for horizontal side mounting or custom tank integration
The sensor does not analyze coolant quality or chemical formula. Its job is level detection: whether the sensing tip is dry or wetted at the alarm point.
Coolant Compatibility and Temperature Selection
Coolant compatibility depends on the liquid type, Te mana'o, te mau tao'a amui, anuvera, Te mau mana'o tauturu no te, Te tamâraa, and wetted material. No te reira tumu, the sensor body and prism material should be selected according to the real coolant used in the tank, not only the application name.
Common wetted-material options include PSU plastic, PTFE, 316 auri auri, e te hi'o. For high-temperature reservoirs, heated coolant loops, or harsh industrial fluids, the model and cable material should be reviewed before sampling. For elevated-temperature applications, a hi'o i ta matou matini hi'opo'a ve'ave'a teitei selection page.
| Pape toetoe / Te huru o te pape | Typical Use Case | Suggested Sensor Material Direction | Temperature Consideration | Buyer Check Before Ordering |
|---|---|---|---|---|
| Water-based coolant | CNC machine tools, machining centers, general cooling tanks | PSU or stainless/glass depending on additives and tank design | Confirm normal operating and cleaning temperature | Check foam, chips, additive concentration, and alarm height |
| Glycol-based coolant | Chillers, cooling skids, engine-related industrial reservoirs | PSU, PTFE, or stainless/glass after compatibility review | Confirm low-temperature and high-temperature operating range | Share glycol concentration and reservoir temperature range |
| Oil-based coolant / cutting oil | Metalworking, lubrication-cooling systems | PTFE or 316 stainless/glass often preferred for harsher fluids | Confirm viscosity change at operating temperature | Test with actual oil/coolant sample before bulk order |
| Cooling lubricant emulsion | Machine tool coolant tanks | Material selection depends on emulsion chemistry and contamination level | Confirm if the tank runs warm during continuous operation | Check sludge, Te mau mana'o tauturu no te, chips, e te rave'a tamâraa |
| Chiller water / process coolant | Industrial chillers and process cooling reservoirs | PSU or stainless/glass depending on fluid and installation | Confirm chiller temperature cycle and alarm response requirement | Check low-level alarm logic and pump interlock wiring |
| Harsh or unknown coolant | OEM machines, special process equipment | PTFE, 316 Stainless, or glass should be reviewed first | Temperature range must be confirmed at RFQ stage | Send coolant details or request sample validation |
For corrosive, anuvera teitei, or metal tank applications, a 316 stainless sensor may be more suitable than a plastic-bodied sensor.
Low-Level Alarm Wiring for Coolant Reservoirs
Most coolant tank projects use the optical sensor as a low-level switch. The output can be configured to match the machine control system, Te tabula faaararaa, PLC, or relay interface.
Common output choices include:
- NPN output for sinking input circuits
- PNP for sourcing input circuits
- NO or NC logic depending on whether the alarm should trigger when the tip is dry or wetted
- Relay interface when the machine needs isolated switching
- Warning lamp or buzzer output through a control circuit
- Pump stop interlock to prevent dry running
- 4–20 mA when a continuous level sensor is selected instead of a point-level switch
For low-coolant protection, many buyers prefer fail-safe logic: when the sensor is disconnected, damaged, or detects a dry tip, the machine should enter alarm or stop mode instead of continuing silently. This logic should be confirmed with your control engineer before production.
Mounting the Sensor in a Coolant Tank
The mounting position decides how useful the alarm will be. A sensor installed too low may detect the problem only after the pump has already started pulling air. A sensor installed too high may create frequent nuisance alarms even when the system still has enough usable coolant.
For most coolant reservoirs, the sensor should be mounted at the minimum safe level above the pump inlet or suction point. The exact height depends on tank geometry, pump location, fluid movement, and how much reserve volume is needed before shutdown.
Important mounting points include:
- Install the sensing tip at the real low-level alarm height
- Keep the tip away from heavy chip accumulation and sludge zones
- Avoid mounting where foam or strong turbulence constantly hits the prism
- Use a sealing method suitable for the tank wall and coolant type
- Confirm thread size, te arata'iraa o te niuniu, and installation clearance
- Protect the cable from hot surfaces, Te mau tuhaa mâ, cutting chips, and coolant spray
- For metal tanks, confirm grounding, electrical noise, and connector protection
- For plastic tanks, confirm wall thickness and thread strength
Typical mounting options include threaded side mounting, custom tank boss installation, compact internal mounting, or OEM reservoir integration. Thread, Te roa o te niuniu, Te huru o te tu'atiraa, and housing material can be customized during the RFQ stage.
Low-Level Alarm Checklist Before Ordering
Before selecting an optical sensor for coolant tank monitoring, A faaineine i te mau haamaramaramaraa i muri nei:
- Coolant type: water-based, glycol-based, oil-based, emulsion, chiller water, e aore râ, te tahi atu
- Actual coolant brand or sample if compatibility is uncertain
- Normal operating temperature and maximum cleaning or process temperature
- Te mau tauihaa o te vairaa e te meumeu o te papa'i
- Te huru o te tamauraa: papa'i i te hiti, threaded boss, Flange, or custom holder
- Required alarm level measured from the tank bottom or pump inlet
- Te huru o te ohipa: NPN, PNP, relay, or analog continuous signal
- Alarm logic: normally open or normally closed
- Supply voltage required by the machine control board
- Connection target: PLC, relay, ta'i, warning lamp, e aore râ, te ponao o te pamu
- Te roa o te niuniu, Huru tu'atiraa, and cable jacket requirement
- Exposure to vibration, cutting chips, Te mau mana'o tauturu no te, oil mist, or coolant spray
- Required sensor body material: PSU, PTFE, 316 auri auri, e aore râ, te hi'o
- Sample quantity and test plan before production order
5-Faanahoraa no te taviniraa i te taahiraa
1. Uiuiraa
Send us your coolant tank application, huru pape, hoho'a e aore râ hoho'a, alarm height, and wiring requirement by WhatsApp or email.
2. Faataaraa e faatanoraa
Our engineering team reviews wetted material, Taura no te haamauraa, Te huru o te ohipa, niuniu niuniu, tu'atiraa, e te mana'o no te faaararaa. No te mau opuaraa OEM/ODM, we can support custom sensor structure and wiring.
3. Sample Testing
Samples can be prepared for validation with your real coolant, Te mau mana'o tauturu no te, tabula no te mau hoho'a, and alarm circuit. This step is important for glycol-based, oil-based, anuvera teitei, or additive-rich coolants.
4. Te hamaniraa e te QC
After sample confirmation, the factory produces according to the agreed configuration. QC focuses on sensor function, Te huru o te ohipa, taatiraa, cable quality, and appearance.
5. Haponoraa e patururaa
We export sensors for customers in the US, MATOU, Inidia, e te tahi atu mau matete. Support can include wiring confirmation, installation suggestions, and model selection for future projects.
Requirements and Specification Points to Confirm
| Titauraa | No te aha mea faufaa ' i |
|---|---|
| Coolant type | Determines wetted material and sample testing need |
| Faito anuvera | Affects sensor body, prisma, taatiraa, and cable choice |
| Mounting thread or structure | Ensures the sensor fits the reservoir without leakage |
| Alarm point height | Prevents overheating and pump dry running before damage |
| Te huru o te ohipa | E mea ti'a ia tu'ati i te PLC, relay, Te tabula faaararaa, e aore râ, te tomoraa o te taata faatere |
| NO/NC | Determines when the low-level alarm is triggered |
| Te niuniu e te tu'atiraa | Must suit the machine layout and service environment |
| Tank environment | Chips, Te mau mana'o tauturu no te, Te mau mana'o tauturu no te, Te mau mana'o tauturu no te, and spray can affect installation design |
Optical Sensor vs Float Switch for Coolant Tanks
| Ohipa | Optical Level Sensor | Float Switch |
|---|---|---|
| Rave'a hi'opo'araa | IR photoelectric prism detects dry or wetted state | Mechanical float moves with liquid level |
| Te tauiraa i te mau tuhaa | No moving sensing mechanism | Moving float can stick or wear |
| Rahi | Compact, suitable for small tanks and OEM reservoirs | Often needs more internal space |
| Coolant contamination | Needs correct mounting away from sludge or heavy chips | Float may jam with chips, Te mau mana'o tauturu no te, e aore râ, te toe'a piripiri |
| Te niuniu | NPN, PNP, relay interface, e aore râ, te tomoraa o te taata faatere | Usually simple switch output |
| Te faaohiparaa maitai roa a'e | Electronic low-level alarm, Te mau vairaa pape na'ina'i, OEM designs | Te mau pereoo auri ohie i reira e nehenehe ai e hauti i te matini |
No te aha e ma'iti ai i te HojellyTek
HojellyTek o te hoê ïa taiete hamani i te mau matini hi'o e te faito pape i Shenzhen e te R i roto i te fare&D and photoelectric sensing experience. We support OEM/ODM customization for coolant tank monitoring, compact equipment reservoirs, industrial control systems, and smart device integrations where relevant.
Te ohipa nei te feia hoo i piha'i iho ia matou no te:
- Factory-direct sensor development and export support
- Optical level switch design for compact tanks
- Te niuniu taa ê, tu'atiraa, Te mau mana'o tauturu no te, and output configuration
- Material options including PSU, PTFE, 316 auri auri, e te hi'o
- Application support for machine tools, Te mau nota, chillers, and pump protection
- Export experience with customers in the US, MATOU, Inidia, e te tahi atu mau matete
FAQ
Can an optical level sensor coolant tank solution detect low coolant before pump damage?
E. The sensor is mounted at the minimum safe coolant level. When the prism tip becomes dry, the output changes state and can trigger an alarm, Te tomoraa PLC, relay, ta'i, warning lamp, or pump stop interlock.
Will an optical level sensor work with glycol-based coolant?
It can be used for many glycol-based coolant applications, but compatibility should be confirmed by coolant concentration, anuvera, te mau tao'a amui, and wetted material. No te mau opuaraa OEM, testing with the actual coolant is recommended.
Can the sensor detect oil-based coolant or cutting oil?
E, optical level sensing can be used with oil-based coolant or cutting oil when the correct sensor material and mounting position are selected. PTFE, auri auri, or glass options may be considered for harsher fluids.
Where should the sensor be mounted in a coolant reservoir?
Mount it at the required low-level alarm height, usually above the pump inlet or suction point. Avoid sludge zones, chip accumulation areas, strong turbulence, and positions where foam may cause nuisance alarms.
Should I choose NPN or PNP output for a coolant tank sensor?
Choose the output that matches your PLC, tabula no te mau hoho'a, or alarm circuit. NPN and PNP are both common. NO/NC logic should also be confirmed so the machine reacts correctly when coolant level is low.
Is 4–20 mA required for coolant tank level monitoring?
Eiaha i te mau taime atoa. For a simple low-level alarm, an optical point-level switch with NPN, PNP, or relay interface is usually enough. Use 4–20 mA only when your system needs continuous level measurement instead of one alarm point.
Request a Coolant Tank Sensor Quote
Send your coolant type, tank photo or drawing, alarm height, Taura no te haamauraa, Te huru o te ohipa, voltage requirement, and cable/connector preference to HojellyTek by WhatsApp or email. Our team will help select or customize an optical coolant level sensor for machine tools, Te mau nota, chillers, and OEM reservoir systems.